

-

LASERSVETSNING
Fördelarna med lasersvetsning är många men framför allt handlar det om en låg värmepåverkan, vilket i sin tur innebär minskad deformation.
-

3D-PRINTING
3D-printing eller Additive Manufacturing (AM) är en metod för tillverkning av komplexa detaljer i prototyp eller serieproduktion.
-

LASERPÅSVETSNING (LMD)
Laser Metal Deposition (LMD), är en additiv metod för att applicera metalliska beläggningar på komponenter för att förbättra egenskaper eller reparera ytor.
-

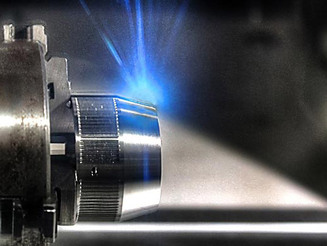
LASERHÄRDNING
Med laserhärdning kan utvalda delar på en komponent härdas med god precision och minimala formförändringar.
-
LASERMÄRKNING
Lasermärkning är en snabb metod, användbar vid spårbarhet med löpnummer, logotyper på märkesvaror och streckkoder/DataMatrix.
-

OFÖRSTÖRANDE PROVNING
Oförstörande provning av magnetiska material (MT) och omagnetiska material (PT) används för att hitta sprickor i t.ex. svetsar och härdade detaljer.